



Floating Valve Trays Introduction
What are Floating Valve Trays?
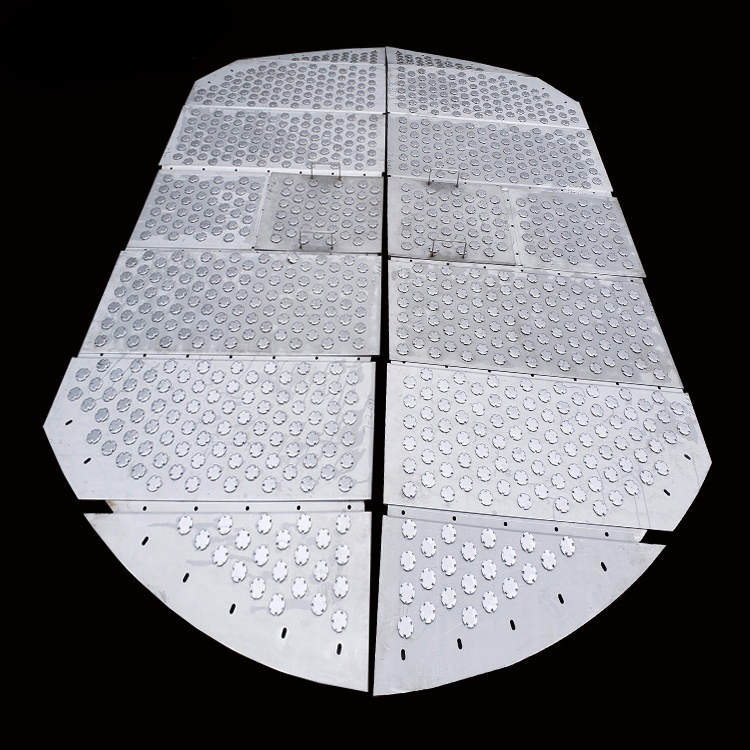
Floating Valve Trays are advanced separation devices used in distillation columns and absorption towers. They help improve the efficiency of gas-liquid contact during chemical separation processes.
Key Features of Floating Valve Trays
These trays are equipped with floating valves that adjust to maintain optimal pressure and flow rates. The design enhances mass transfer efficiency and minimizes energy loss in chemical plants.

Advantages of Floating Valve Trays
Floating Valve Trays are known for their ability to provide high separation efficiency, low pressure drop, and excellent liquid distribution. They are ideal for distillation and absorption processes that require precise control.
Applications of Floating Valve Trays
Widely used in chemical engineering applications, floating valve trays are crucial for improving separation performance in distillation towers, absorbers, and other industrial separation systems.


